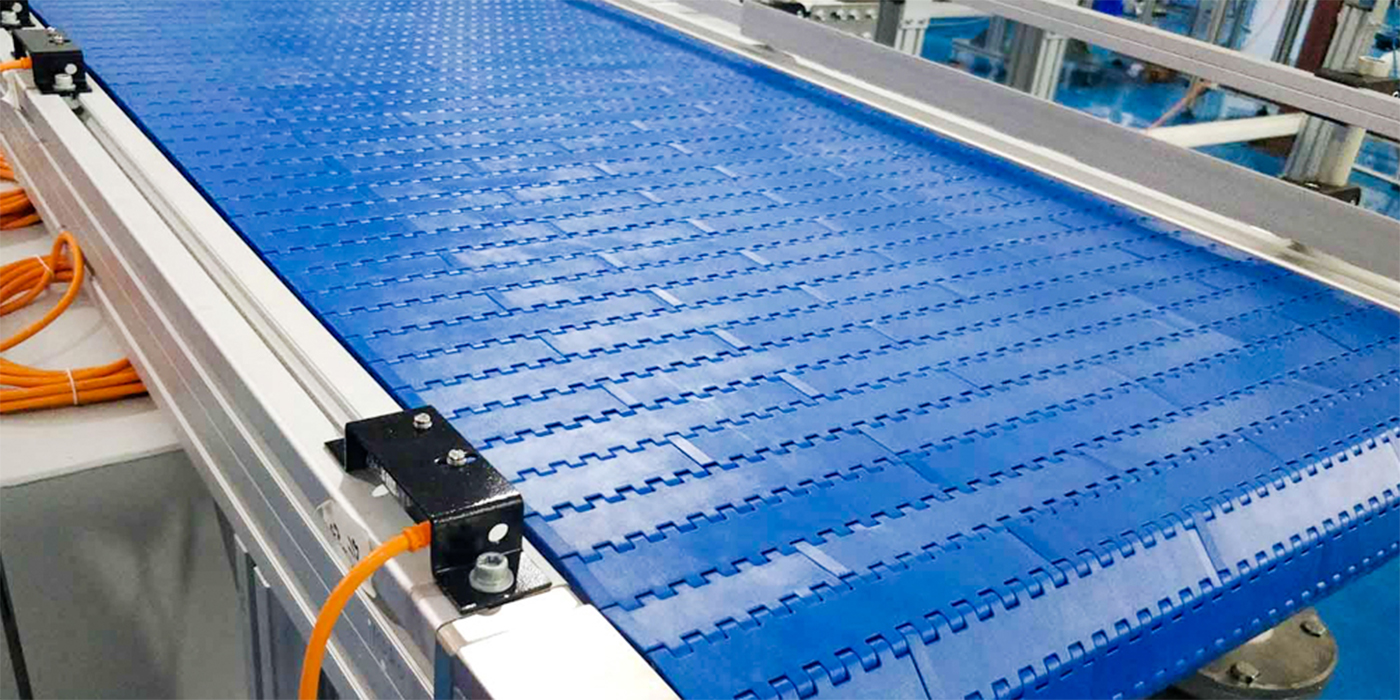
The Modular Belt Conveyor is a high-performance material handling system designed for efficient and smooth transport of goods in industrial environments. Featuring a heat-resistant cleated belt, it ensures stability, durability, and secure material movement. With a 1000mm belt width and 10mm thickness, it is ideal for bulk handling, making it perfect for warehousing, logistics, and manufacturing industries. Built for heavy-duty operations, it enhances efficiency and material flow, ensuring seamless transport with minimal disruptions.
Made from high-quality plastic, this conveyor is lightweight yet strong, capable of handling heavy loads with minimal maintenance. The cleated belt design improves material grip, preventing slippage and ensuring controlled movement over inclines, declines, and long distances. Its modular design allows for easy integration into existing setups, providing flexibility and scalability. Engineered for continuous operations, it supports automated systems, improving productivity while reducing manual labor.
Whether for warehouse automation, industrial processing, or packaging lines, the Modular Belt Conveyor delivers superior efficiency, helping businesses streamline operations and enhance workflow. Its customizable structure ensures adaptability for various material handling needs, making it a cost-effective, long-term industrial solution.
Specification |
|
| Capacity | 50-100 kg per feet |
| Speed | 0-1 m/s |
| Length | 20-40 ft |
| Type | Hydraulic |
| Automation Grade | Automatic |
| Capacity | 1000Kgs |
| Brand | SREEVAS |
| Material | Mild Steel |
| Surfacel | Polished |
| Country of Origin | Made in India |




.jpg)

